






În funcție de disponibilitate mașină de frezat Simplifică cu adevărat munca de introducere a balamalelor, formarea de găuri complexe, adâncituri, sculptură în lemn etc. Dar asta nu inseamna deloc ca este necesar sa ai un echipament profesional si costisitor: este suficient sa ai un simplu aparat manual.
Singurul lucru de care aveți nevoie este să puteți manipula lemnul și să folosiți unelte electrice. În plus, trebuie să ai o dorință, altfel fără aceasta nu va exista niciodată un rezultat. Cei care nu au chef de muncă pur și simplu cumpără mobilier sau angajează meșteri pentru, de exemplu, să monteze o nouă ușă și să taie încuietori. Orice lucru, în special cu unelte electrice, necesită anumite cunoștințe și în special măsuri de siguranță.

Dispozitivul de frezat este proiectat pentru prelucrarea atât a lemnului, cât și a metalului. Cu ajutorul acestuia, este posibil să se formeze adâncituri sau găuri de orice configurație. Acest lucru simplifică foarte mult sarcini precum inserarea balamalelor și inserarea încuietorilor. A face acest lucru cu o daltă și un burghiu electric nu este atât de ușor și este nevoie de mult timp.
Există dispozitive de frezat staționare și portabile (manuale). Frezele electrice de mână sunt considerate dispozitive universale, cu ajutorul cărora, în prezența atașamentelor, este posibil să se efectueze operații pentru diverse scopuri, este suficient doar să schimbați poziția piesei în raport cu dispozitivul sau invers.
Dispozitivele staționare sunt utilizate în fabrici sau fabrici în care se stabilește producția de masă de produse din lemn sau metal. În astfel de condiții, accesoriul de tăiere este staționar, iar piesa de prelucrat se deplasează pe traseul dorit. Când se utilizează unelte de mână dimpotrivă, piesa este fixată nemișcată și abia apoi este prelucrată, deși există piese care necesită fixarea unei unealte de mână. Acest lucru este prevăzut în design, prin urmare, este considerat mai universal. Acest lucru este valabil mai ales atunci când trebuie să procesați număr mare piese, dar utilizarea unei mașini staționare nu este posibilă.
 O mașină de frezat de casă este o platformă orizontală cu o gaură în centru, la care este atașat de jos un dispozitiv de mână.
O mașină de frezat de casă este o platformă orizontală cu o gaură în centru, la care este atașat de jos un dispozitiv de mână. Există multe tipuri de mașini de frezat, dar pentru utilizare acasă sau pentru a-ți începe propria afacere, modelele universale sunt mai potrivite. De regulă, acestea sunt echipate cu un set de tăietori și diverse dispozitive pentru efectuarea diferitelor tipuri de operații. Singurul lucru este că, dacă ai o freză manuală, operațiunile simple pot dura mult mai mult decât atunci când folosești o mașină staționară.
Folosind un dispozitiv de frezat manual este posibil să:
- Faceți caneluri sau adâncituri de orice formă (creț, dreptunghiular, combinat).
- Găuriți găuri traversante și non-traversante.
- Procesați capete și margini ale oricărei configurații.
- Tăiați părți cu formă complexă.
- Aplicați desene sau modele pe suprafața pieselor.
- Copiați piesele dacă este necesar.
 Copierea pieselor este una dintre funcțiile oricărei mașini de frezat electrice.
Copierea pieselor este una dintre funcțiile oricărei mașini de frezat electrice. Prezența unor astfel de funcții face posibilă simplificarea producției aceluiași tip de mobilier sau producerea de piese identice care nu au legătură cu producția de mobilier. Acesta este unul dintre principalele avantaje ale acestui instrument. De regulă, pentru a produce piese de același tip, este necesar să instalați mașini de copiat, care sunt concepute pentru a efectua o singură operațiune, care nu este întotdeauna profitabilă, mai ales în întreprinderile mici.
Noțiuni introductive și îngrijire pentru instrument
Pentru a înțelege cum funcționează acest dispozitiv, ar trebui să vă familiarizați cu părțile sale principale și cu scopul lor.
Compoziția și scopul componentelor principale
Un dispozitiv de frezat manual este format dintr-un corp metalic și un motor, care se află în același corp. Din carcasă iese un arbore, pe care sunt amplasate diferite ghize, care servesc drept adaptoare. Acestea vă permit să instalați freze diferite dimensiuni. Cutitorul este introdus direct in manta, care este asigurata cu un bolt sau buton special, care este prevazut la unele modele.
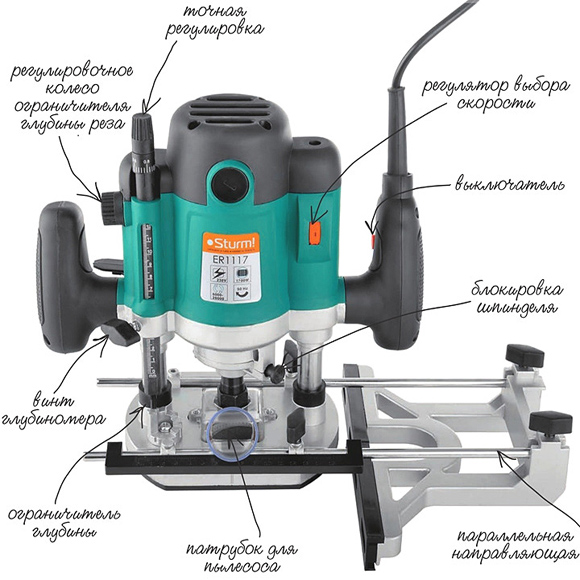 Elemente de bază ale manualului dispozitiv de frezatși scopul lor.
Elemente de bază ale manualului dispozitiv de frezatși scopul lor. Designul dispozitivului de frezat include o platformă metalică, care are conexiune rigidă cu trupul. Este atașat de corp prin intermediul a două tije. La exterior, placa are o acoperire netedă care asigură o mișcare lină în timpul funcționării.
Dispozitivul de frezat manual are câteva caracteristici care pot fi reglate:
- Datorita manerului si scalei pentru reglarea adancimii de frezare. Reglarea se efectuează în trepte de 1/10 mm.
- Prin reglarea vitezei de rotație a tăietorului.
În stadiile inițiale, atunci când stăpâniți instrumentul, este mai bine să încercați să lucrați la viteze mici sau medii. Deși ar trebui să vă amintiți întotdeauna că, cu cât viteza este mai mare, cu atât munca este mai bună. Mai ales dacă este vorba despre zone critice, vizibile, care nu pot fi mascate.
Pe lângă aceste pârghii, există și un buton pentru a porni și opri produsul, precum și un buton de blocare. Aceste elemente sunt considerate de bază, asigurând o performanță de înaltă calitate și sigură a muncii. Există și o oprire paralelă aici, care contribuie la ușurința în utilizare. Poate fi fixat rigid sau cu capacitatea de a regla deplasarea zonei de lucru departe de centru.
Îngrijirea unui dispozitiv de frezat de mână

De obicei, un produs din fabrică cade în mâinile unei persoane testate și lubrifiate, așa că nu trebuie luate măsuri suplimentare. Numai în timpul funcționării, trebuie să monitorizați curățenia și funcționalitatea acestuia. În același timp, trebuie curățat în mod regulat de praf, iar lubrifiantul trebuie schimbat, dacă așa este scris în pașaport. Ungerea este necesară în special pentru piesele în mișcare. Opțional, puteți folosi lubrifianți cu aerosoli, dar vă puteți descurca și cu cei obișnuiți, precum Litol. Nu se recomandă utilizarea lubrifianților groși, deoarece așchiile și praful se lipesc de ei. Dacă se folosesc lubrifianți aerosoli, atunci acest factor poate fi eliminat.
Talpa, partea netedă a corpului, necesită și lubrifiere. Ungerea regulată va asigura o mișcare lină.
În ciuda acestui fapt, articolul achiziționat trebuie cu siguranță verificat pentru calitatea asamblarii și prezența lubrifiantului.
Din păcate, nu tuturor producătorilor, în special celor autohtoni, le pasă de calitatea construcției. Există cazuri când, după primele ore de funcționare, șuruburile sau șuruburile sunt deșurubate dintr-un produs pentru că nu au fost strânse corespunzător.
Reglarea vitezei de rotație
Funcționarea oricărui instrument este asociată cu anumite condiții legate, în primul rând, de natura materialului prelucrat. Poate fi placaj, material compozit sau lemn obișnuit. În funcție de aceasta, se setează viteza de rotație a aparatului electric. De regulă, fișa tehnică indică întotdeauna parametrii de funcționare ai aparatului, în funcție de caracteristicile tehnice și de caracteristicile suprafețelor care sunt prelucrate, precum și de frezele utilizate.
 Indicatori ai vitezei de prelucrare la utilizarea diferitelor freze.
Indicatori ai vitezei de prelucrare la utilizarea diferitelor freze. Fixarea frezei
Primul lucru cu care începe lucrul este instalarea și asigurarea tăietorului. În același timp, ar trebui să respectați regula de bază - toate lucrările sunt efectuate cu ștecherul scos din priză.
Dispozitivul de tăiere este instalat în funcție de anumite semne și, dacă acestea lipsesc, atunci la o adâncime de nu mai puțin de * lungimea tăietorului în sine. Cum se instalează un cutter pe un anumit model poate fi găsit în instrucțiuni, care trebuie incluse în documentele tehnice ale dispozitivului. Faptul este că fiecare model poate avea propriile caracteristici de design și nu este posibil să vorbim despre asta în articol.
 Instalarea tăietorului pe dispozitiv înainte de a începe lucrul.
Instalarea tăietorului pe dispozitiv înainte de a începe lucrul. Există atât modele simple, cât și mai „avansate”, după cum se spune. Unele modele au un buton de blocare a rotației arborelui, care facilitează instalarea frezei. Unele, mai ales modelele scumpe, sunt echipate cu clichete. Deci, nu va fi posibil să descriem în mod specific procesul de instalare a tăietorului și nu are sens, deoarece toți cei care sunt familiarizați cu funcționarea unor astfel de dispozitive își vor da seama într-un moment.
Reglarea adâncimii de frezare
Fiecare model are propria sa adâncime maximă de frezare. În același timp, nu întotdeauna se cere adâncimea maximă, ci o anumită adâncime se stabilește înainte de lucru. Chiar dacă se cere adâncime maximă, pentru a nu supraîncărca dispozitivul, procesul de frezare este împărțit în mai multe etape, modificându-se adâncimea de frezare în trepte. Pentru reglare sunt prevăzute opritoare speciale - limitatoare. Din punct de vedere structural, acestea sunt realizate sub forma unui disc situat sub bara, pe care sunt fixate opritoare de diferite lungimi. Numărul de astfel de picioare poate fi de la trei la șapte, iar asta nu înseamnă că cu cât sunt mai multe, cu atât mai bine. Este mai bine dacă este posibil să ajustați fiecare dintre picioare, chiar dacă numărul lor este minim. Pentru a asigura această oprire în poziția optimă, ar trebui să utilizați un lacăt sub formă de steag.
Procesul de ajustare a adâncimii de frezare este următorul:

 Astfel, piesa de prelucrat este frezată la o adâncime dată.
Astfel, piesa de prelucrat este frezată la o adâncime dată. Pe modelele de înaltă calitate, scumpe, există o roată pentru reglarea precisă a adâncimii de frezare.
 Folosind această roată, puteți seta mai precis adâncimea fără a perturba setarea anterioară.
Folosind această roată, puteți seta mai precis adâncimea fără a perturba setarea anterioară. Această roată (verde în fotografia de mai sus) vă permite să reglați adâncimea în limite mici.
Freze pentru unelte de frezat manual

O freză este o unealtă de tăiere care poate avea o margine de tăiere de formă complicată. De regulă, toate frezele sunt proiectate pentru mișcări de rotație, prin urmare au formă cilindrică. Tija frezei, care este prinsă în colț, are aceeași formă. Unele freze sunt echipate cu o rolă de împingere, astfel încât distanța dintre suprafața de tăiere și materialul de prelucrat să rămână constantă.
Frezele sunt fabricate numai din metale de înaltă calitate și aliajele acestora. Dacă trebuie să procesați lemn de moale, atunci frezele HSS vor fi potrivite, iar dacă trebuie să procesați lemnul tare, atunci este mai bine să folosiți freze din aliaje HM mai dure.
Fiecare tăietor are propriul său specificatii tehnice, care îi asigură o muncă de înaltă calitate și pe termen lung. Indicatorul principal este viteza maximă de rotație a acestuia, care nu trebuie niciodată supraestimată, altfel defectarea sa este inevitabilă. Dacă tăietorul este plictisitor, nu ar trebui să încercați să îl ascuți singur. Ascuțirea tăietorilor se realizează folosind echipamente speciale, costisitoare. La urma urmei, trebuie nu numai să ascuți tăietorul, ci și să-i menții forma, ceea ce nu este mai puțin important. Prin urmare, dacă din anumite motive tăietorul devine plictisitor, va fi mai ieftin să cumpărați unul nou.
Cele mai populare freze
Există freze care sunt folosite în muncă mai des decât altele. De exemplu:

 Formele cu caneluri sunt proiectate pentru a crea adâncituri în orice locație a piesei de prelucrat.
Formele cu caneluri sunt proiectate pentru a crea adâncituri în orice locație a piesei de prelucrat. Există freze simple, monolitice, realizate dintr-o singură bucată de metal, și există tipografie. Setul de tăietori constau dintr-o tijă, care servește drept bază pentru un set de elemente de tăiere. Selectând planuri de tăiere și instalându-le pe tijă, folosind șaibe de diferite grosimi, puteți forma un relief arbitrar pe suprafața piesei de prelucrat.
 Un set cutter este un set de suprafețe de tăiere și șaibe care vă permite să asamblați un cutter de forma dorită.
Un set cutter este un set de suprafețe de tăiere și șaibe care vă permite să asamblați un cutter de forma dorită. De fapt, există o mulțime de tăietori și aceasta este doar o mică parte din ceea ce este produs. Toate frezele diferă prin diametrul tijei, diametrul suprafețelor de tăiere, înălțimea acestora, locația cuțitelor etc. În ceea ce privește echipamentele de frezat manual, este suficient să aveți un set de cinci dintre cele mai comune freze. Dacă este necesar, le puteți achiziționa oricând.
Reguli pentru lucrul cu unelte de frezat manual
Lucrul cu unelte electrice necesită reguli speciale, mai ales atunci când există elemente care se rotesc rapid. În plus, ca urmare a muncii, se formează așchii care zboară în toate direcțiile. În ciuda faptului că majoritatea modelelor sunt echipate cu un scut de protecție, acesta nu protejează complet împotriva fluxului de cipuri. Prin urmare, este mai bine să lucrați cu un astfel de instrument purtând ochelari de protecție.
 Fotografia prezintă un model în care este conectat un aspirator pentru a îndepărta cipurile.
Fotografia prezintă un model în care este conectat un aspirator pentru a îndepărta cipurile. Cerințe generale
Dacă respectați cerințele de bază pentru lucrul în siguranță cu un router manual electric, rezultatul final vă va mulțumi cu calitatea muncii și un rezultat sigur. Acestea sunt conditiile:

Cerințele nu sunt foarte complexe și destul de fezabile, dar ignorarea lor înseamnă să te expui la pericol. Și încă un lucru, nu mai puțin important, este capacitatea de a ține o unealtă de frezat în mâini și de a simți cum funcționează. Dacă se simt vibrații grave, atunci trebuie să vă opriți și să analizați motivele. Este posibil ca tăietorul să fie plictisitor sau să existe un nod. Uneori este necesar să setați corect viteza de rotație a tăietorului. Aici puteți experimenta: fie adăugați viteză, fie reduceți-o.
Procesarea marginilor: folosind șabloane
Prelucrarea marginilor scândură de lemn Este mai bine să o faceți pe o rindea de suprafață. Dacă acest lucru nu este posibil, atunci puteți utiliza un router manual, deși acest lucru va dura ceva timp. Aceste lucrări sunt efectuate atât fără șablon, cât și cu șablon. Dacă nu există abilități sau foarte puține dintre ele, atunci este mai bine să utilizați un șablon. Pentru prelucrarea muchiilor se folosesc freze drepte, atât cu un rulment la capătul piesei tăiate, cât și cu un rulment la început (vezi foto).
 Freze pentru muchii.
Freze pentru muchii. Puteți utiliza o placă deja procesată sau un alt obiect plat ca șablon. Mai mult, lungimea șablonului trebuie să fie mai mare decât lungimea piesei de prelucrat, atât la începutul cât și la sfârșitul piesei de prelucrat. Acest lucru va evita denivelările la începutul marginii și la sfârșit. Cel mai important lucru aici este că șablonul sau obiectul care acționează ca șablon are o suprafață netedă și uniformă. În plus, grosimea sa nu trebuie să fie mai mare decât spațiul situat între rulment și piesa de tăiere.
Lățimea piesei este mai mică decât lungimea piesei de tăiere
În plus, cu cât piesa de tăiere este mai lungă, cu atât este mai dificil să lucrezi cu unealta, deoarece este nevoie de mai mult efort. În acest sens, este mai bine să începeți să lucrați cu freze care au o lungime medie a piesei de tăiere. Principiul de funcționare pentru prelucrarea marginilor este următorul:
- Șablonul este atașat astfel încât să fie la înălțimea dorită și să aibă o suprafață orizontală plană.
- Șablonul este fixat ferm pe o masă sau pe altă suprafață.
- Dispozitivul de tăiere cu rolă este instalat astfel încât rola să se miște de-a lungul șablonului, iar dispozitivul de tăiere (partea de tăiere) se deplasează de-a lungul piesei de prelucrat. Pentru a face acest lucru, efectuați toate manipulările necesare cu șablonul, piesa de prelucrat și instrumentul.
- Cuțitul este instalat în poziția de lucru și prins.
- După aceasta, instrumentul se pornește și se deplasează de-a lungul șablonului. În acest caz, ar trebui să decideți asupra vitezei de mișcare, care este determinată de adâncimea procesării.
- Unitatea de frezat poate fi fie împinsă, fie trasă, în funcție de ceea ce este convenabil pentru dvs.
După prima trecere, ar trebui să vă opriți și să evaluați calitatea lucrării. Dacă este necesar, puteți face o altă trecere ajustând poziția instrumentului. Dacă calitatea este satisfăcătoare, atunci clemele sunt îndepărtate, eliberând piesa de prelucrat.
Folosind această abordare, este posibil să eliminați un sfert de-a lungul marginii sau în unele dintre părțile sale. Acest lucru se realizează prin setarea muchiei de tăiere astfel încât să se extindă la adâncimea necesară în piesă.
 Un sfert de fotografie pe o fațadă de mobilier.
Un sfert de fotografie pe o fațadă de mobilier. Dacă înlocuiți tăietorul cu unul modelat și mutați ghidajul, precum și folosiți un opritor, puteți aplica efectiv un model longitudinal piesei (imaginea de mai jos).
 Aplicarea unui model figurat longitudinal pe piesa de prelucrat.
Aplicarea unui model figurat longitudinal pe piesa de prelucrat. Dacă utilizați o tehnică de frezare similară (cu șablon), puteți stăpâni cu ușurință tehnica de lucru a lemnului în general. După ceva timp, puteți abandona șabloanele, deoarece instalarea lor necesită mult timp util.
 Cum să faci o margine dreaptă fără șablon: nu poți face asta fără experiență.
Cum să faci o margine dreaptă fără șablon: nu poți face asta fără experiență. Lățimea piesei este mai mare decât lungimea piesei de tăiere
Destul de des, grosimea piesei de prelucrat este mai mare decât lungimea părții de tăiere a frezei. În acest caz procedați după cum urmează:
- După prima trecere, șablonul este îndepărtat și se face o altă trecere. În acest caz, șablonul va fi partea deja procesată. Pentru a face acest lucru, rulmentul este ghidat de-a lungul suprafeței prelucrate. Dacă partea de tăiere lipsea din nou, va trebui să faceți o altă trecere.
- Pentru prelucrarea finală, ar trebui să luați un tăietor cu un rulment la capăt, iar piesa de prelucrat trebuie răsturnată cu susul în jos, după care este fixată cu cleme. Ca rezultat, rulmentul se va deplasa de-a lungul suprafeței prelucrate. Această abordare face posibilă prelucrarea pieselor groase.
 Rulmentul este ghidat de-a lungul suprafeței prelucrate, iar muchia de tăiere prelucrează restul piesei de prelucrat.
Rulmentul este ghidat de-a lungul suprafeței prelucrate, iar muchia de tăiere prelucrează restul piesei de prelucrat. Pentru a stăpâni munca unui instrument de frezat manual, veți avea nevoie de o mulțime de semifabricate brute, pe care nu vă deranjează să le aruncați mai târziu. Nimeni nu a reușit prima dată. Pentru a realiza orice, trebuie să te antrenezi din greu.
Realizarea diferitelor margini de formă
Dacă este necesară o margine figurată, ceea ce este cel mai probabil necesar, atunci acordați mai întâi atenție stării acestei margini. Dacă este neuniform, atunci va trebui să-l nivelați și abia apoi să începeți să formați o margine curbată selectând freza potrivită.
 Margine rotunjită.
Margine rotunjită. Este necesar să pregătiți suprafața astfel încât tăietorul să nu copieze curbura de-a lungul căreia se va mișca rola. În acest caz, este necesară o secvență de acțiuni, altfel un rezultat pozitiv nu va funcționa.
Dacă trebuie să procesați o suprafață curbată, atunci nu vă puteți lipsi de un șablon. Poate fi tăiat din placaj, de aproximativ 10 mm grosime, aplicând mai întâi un model și decupând șablonul cu un ferăstrău. Marginea șablonului trebuie adusă la perfecțiune cu ajutorul unui router manual.
Transformarea plăcilor brute într-un produs cu care puteți fi mândri începe cu obținerea unei margini drepte.
Într-o lume perfectă, toată cheresteaua pe care o achiziționați pentru proiectele dvs. ar avea margini drepte ca săgeți. Din păcate, astfel de margini perfecte din fabrică sunt mai degrabă excepția decât regula. Vă vom spune cum să obțineți margini perfect drepte pe piesele de prelucrat imperfecte.
Marginile drepte încep în magazin
Când cumpărați cherestea, selectați cel mai mult cele mai bune placi, acordând o atenție deosebită modelului texturii și modului în care va arăta produs finit. Puteți achiziționa material nerindeluit, fie având două fețe plane, fie rindeluit pe ambele fețe și pe ambele margini. Această din urmă variantă, fiind mai scumpă, rezolvă adesea problema obținerii unei margini drepte. Cu toate acestea, chiar și astfel de plăci se pot deforma. Plăcile deformate, în ciuda dificultății de a lucra cu ele, pot fi și ele material bun. Placă plată cu margini curbate (foto dreapta) ușor de procesat până la margini drepte, urmând diagrama de flux de decizie.
Nu prelucrați mai mult material decât este necesar
După achiziționarea plăcilor, lăsați-le să stea câteva zile în atelier, astfel încât să se adapteze la noile condiții de temperatură și niveluri de umiditate. Apoi tăiați-le în bucăți cu o marjă pe lungime. Cu cât placa este mai lungă, cu atât vei pierde mai mult material încercând să o faci drept. Lăsați o marjă mică (5-10 cm) la capetele semifabricatelor, care ulterior se vor pierde.
A planifica sau nu depinde de mașinile dvs
După ce plăcile s-au aclimatizat în atelier, puteți alege una dintre cele două opțiuni. Fie îndreptați mai întâi o față pe o rindelă și îngroșați cealaltă pentru a le face plate, apoi continuați la îndreptarea marginilor, fie îndreptați marginile și lăsați fețele netratate. Vă recomandăm prima opțiune, deoarece unele metode de pregătire a materialului funcționează mai bine atunci când fețele plăcilor sunt rindeluite curat.
Cu toate acestea, alegerea poate fi dictată de capacitățile mașinilor disponibile. De exemplu, nu puteți prelucra o placă de 200 mm lățime pe o rindea cu latime maxima rindeluire 150 mm. Și prin ascuțirea ambelor părți ale plăcii într-un rindeau pentru grosime, nu le vei face plate, ci doar paralele între ele. În acest caz, faceți una dintre marginile plăcii drepte, tăind-o mai întâi uniform pe un ferăstrău până la lățimea necesară, nivelați o față cu o rindele și apoi rindeați placa la grosimea dorită într-o rindele. Dacă lățimea necesară a piesei de prelucrat este mai mare decât lungimea cuțitelor rindelei și mașinii de tăiat, atunci pur și simplu tăiați-o pe lungime în două sau trei secțiuni, ascuțiți-le și procesați-le cu un grosier, aliniind marginile. După ce parcelele devin drepte și dreptunghiulare în secțiune transversală, conectați-le din nou într-un scut, lipindu-le cu margini.
Marginile plăcilor pot da un indiciu
Pentru a determina următorul pas, priviți de-a lungul marginilor plăcii. Dacă placa are o margine mai mult sau mai puțin dreaptă, atunci nu va fi dificil să o faceți perfect dreaptă. O ușoară îndoire longitudinală de-a lungul marginii va necesita puțin mai multă muncă, dar vă puteți descurca și rapid. Chiar dacă placa are o îndoire longitudinală puternică, o puteți face dreaptă în două etape. În continuare, vă vom arăta cum să îndreptați marginile plăcilor cu diferite grade de deformare, de la abia vizibil la sever.
Rindea și rostogolitoare: mașina principală pentru îndreptarea marginilor
Dacă lucrezi cu cherestea nerindeluită, chiar ai nevoie de un rindeau bun. Acest cel mai bun remediu pentru o margine dreaptă, curată, care este exact în unghi drept față de față (foto de mai jos), precum și pentru curățarea și nivelarea suprafeței plăcii. Deși modelele cu o lățime de rindeluire de 150 mm funcționează bine, luați în considerare achiziționarea unei mașini cu o lățime de rindeluire de până la 200 mm. Pe lângă faptul că vă permite să procesați plăci mai largi, această mașină are și mese mai lungi din față și din spate pentru a oferi un suport mai bun pentru piesele lungi.

Ai noroc: nu există deformare
Dacă placa selectată se încadrează în această categorie, puteți considera că afacerea este în geantă. Indiferent de lungimea plăcii, puteți obține rapid o margine dreaptă folosind o rindele articulator. Dacă nu aveți unul, utilizați un ferăstrău circular pentru a întinde marginile aspre ale plăcii.
O margine dreaptă pe acest tip de placă poate fi realizată și cu ajutorul unui router. Dacă fețele plăcii nu sunt rindeluite, utilizați o placă de ghidare care are o față netedă și o margine dreaptă, atașând-o pe partea superioară a piesei de prelucrat, așa cum se arată în poza de mai jos. Utilizați o freză de ghidare cu un rulment superior. Instalați placa de ghidare cu o ușoară adâncitură de la marginea piesei de prelucrat - această distanță corespunde volumului de material care va fi îndepărtat în timpul procesării. Dacă este necesar, faceți două treceri.

Când utilizați această metodă, apăsați cea mai dreaptă margine a plăcii de gardul de tăiere pentru a evita recul. După ce ați pilit marginea aspră opusă a plăcii (foto din stânga), mutați gardul longitudinal, întoarceți placa astfel încât noua ei margine să fie îndreptată spre gard, apoi așezați a doua margine brută (fotografie din dreapta).
Dacă părțile laterale ale plăcii sunt rindeluite, fixați ghidajul (poate fi o placă plată sau o anvelopă de casă sau achiziționată) pe piesa de prelucrat, astfel încât, atunci când se deplasează de-a lungul acesteia, routerul să îndepărteze un strat de cel mult 1,5 mm grosime într-o singură trecere (foto de mai jos) Faceți câte treceri este necesar pentru a obține o margine dreaptă.

Cu talpa frezei pe placa de ghidare, ghidați rulmentul frezei de-a lungul marginii sale. Îndepărtați cel mult 1,5 mm de material într-o singură trecere. Utilizați o freză cu elice în sus sau în jos sau o freză dreaptă ale căror lame sunt mai lungi decât grosimea piesei de prelucrat.

Slefuiți o teșitură mică pe marginea feței cu fața către tăietor - acest lucru va împiedica blocarea piesei de prelucrat atunci când este alimentată.
O margine dreaptă poate fi făcută pe o masă de router, dar necesită o configurare puțin mai avansată. În primul rând, prindeți o freză dreaptă sau spirală în manșonul unui router fixat pe masă și setați proeminența frezei să fie puțin mai mare decât grosimea piesei de prelucrat. Reglați partea din față a gardului de tăiere astfel încât să nu fie îndepărtate mai mult de 1,5 mm de material într-o singură trecere. Așezați partea din spate a gardului de tăiere la același nivel cu lamele tăietorului. Dacă gardul de rupere nu are front separat și părțile din spate, folosind o clemă sau bandă cu două fețe, atașați o bucată de plastic laminat pe jumătatea din spate a opritorului cu o grosime corespunzătoare stratului de material care trebuie îndepărtat (foto dreapta).
Caz tipic: ușoară îndoire
Majoritatea plăcilor din această categorie se deformează atunci când se umflă sau se micșorează, adaptându-se la umiditatea mediului. Planificați viitoarea margine dreaptă în așa fel încât să obțineți un model texturat eficient pe suprafețele frontale ale produsului. Plăcile aparținând acestei categorii sunt procesate diferit in functie de lungimea acestora.
Plăcile cu lungimea mai mică de 0,3 m sunt procesate rapid
Pentru scânduri scurte, folosiți cel mai mult opțiuni simple: rindea, ferăstrău circular sau ferăstrău cu bandă. Rindelele sunt de obicei mai rapide, chiar dacă sunt necesare mai multe treceri pentru a obține o margine dreaptă. Aceeași tehnică este folosită la tăierea pe mașini: placa este tăiată longitudinal, în timp ce marginea sa concavă se mișcă de-a lungul opritorului paralel. Marginile astfel obtinute, fiind drepte, au urme de taiere ce pot fi indepartate rapid dintr-o singura trecere pe rindea. O masă de frezat va produce aceeași calitate ca o rindea, dar va dura mai mult timp pentru a fi instalată.
Alegeți instrumentele potrivite pentru muchii drepte
Instrumentele și tehnicile folosite pentru a îndrepta marginile variază în funcție de gradul de curbă și lungimea plăcii. Utilizați acest arbore de decizie pentru a selecta cele mai bune instrumente și tehnici de utilizare în fiecare situație. Opțiuni suplimentare descrise în articol.

Scânduri 0,3-0/9 m lungime: multe posibilități

Cu plăci de această lungime (grosimea și lățimea plăcii pot fi oricare) aveți cel mai mare număr de opțiuni din care să alegeți. Pe o rindele, astfel de plăci pot fi prelucrate în două moduri. Prima este o rindeluire convențională a unei margini concave, îndepărtând o cantitate mică de material la fiecare trecere până când marginea este dreaptă. A doua opțiune implică rindeluirea preliminară în mai multe treceri, mai întâi o margine a plăcii și apoi cealaltă, așa cum se arată în poza de mai sus. Acest lucru se repetă până când îndoirea dispare aproape complet, după care se rindeluiește întreaga margine a plăcii. Un ferăstrău cu bandă și un ferăstrău circular vor face, de asemenea, treaba, dar cu un plus important.
Pentru a vă asigura că marginea concavă a plăcii este în contact cu gardul de tăiere atunci când tăiați plăci mai lungi de 30 cm, adăugați un tampon lung, așa cum se arată în poza de jos stânga. Lungimea suprapunerii este egală cu de două ori lungimea piesei de prelucrat, mărită cu 300 mm. Centrați tamponul față de lama de ferastrauși fixați-l de opritorul longitudinal al mașinii folosind cleme sau bandă dublu pe bază de material textil.

Opritorul auxiliar asigură mișcarea liniară a piesei de prelucrat, datorită căreia marginea tăiată va fi dreaptă.

Când faceți o oprire longitudinală auxiliară pentru o masă de frezat, faceți o decupare în mijlocul acesteia, astfel încât freza să se rotească liber.
Pentru a prelucra plăci de această lungime pt masa de frezat, utilizați o combinație de un gard de tăiere extins, ca în cazul unui ferăstrău, și o metodă de pre-rindeluire, ca în cazul unei rindele (foto sus dreapta). Utilizați un bit ascuțit drept sau elicoidal (helix sus sau jos). De asemenea, puteți lucra cu un router folosind un ghid în modul manual. Acest lucru va necesita mai multe permise, dar mai puțin spațiu, așa că această soluție este potrivită pentru un atelier în care spațiul liber este la un preț redus.

Clemele pot ține piesa de prelucrat de fețele sau de capete. Când faceți tăieturi, apăsați glisiera pe masa ferăstrăului.
O margine dreaptă poate fi obținută cu ușurință pe un ferăstrău circular utilizând căruciorul sau toboganul prezentat în (foto dreapta). Acordând atenție modelului texturii, poziționați placa astfel încât una dintre marginile acesteia să se extindă dincolo de marginea toboganului. Fixați placa pe glisier folosind cleme sau șuruburi. Ridicați pânza ferăstrăului la înălțimea necesară pentru a tăia piesa de lucru așezată pe patină. Veți găsi un plan pentru realizarea saniei la p. 7.
Plăci mai lungi de 0,9 m: nu trebuie să transpirați!
Cu aceste plăci, aveți patru opțiuni: o rindea, o freză cu ghidaj, un ferăstrău circular sau o sanie circulară. Dacă aveți o rindele cu o lățime de rindeluire de 150 mm, utilizați metoda pre-rindeluire; Dacă aveți o mașină cu lățimea de rindeluire de 200 mm, care are mese mai lungi, oricare dintre metode va da rezultate bune.
O altă modalitate de a obține o margine dreaptă este prin utilizarea ferăstrău circular. Puteți tăia de-a lungul ghidajului sau puteți bate o linie dreaptă cu un șnur de cretă și apoi puteți tăia tabla de-a lungul acestei linii, așa cum se arată în poza de jos stânga. Unele modele de ferăstraie circulare au un indicator laser care facilitează urmărirea liniei de marcare.

Spuma rigidă utilizată pentru izolație reprezintă un suport excelent pentru tăiere. Setați adâncimea de tăiere astfel încât lama ferăstrăului abia să pătrundă în spumă.

Apăsați marginea concavă pe ghidaj și măsurați cantitatea maximă de deformare pentru a găsi linia de-a lungul căreia se va face tăierea.
Pentru a tăia de-a lungul unui ghidaj, mai întâi găsiți punctul corespunzător cantității maxime de deformare apăsând placa de ghidaj, așa cum se arată în poza dreapta sus. Faceți un semn pe una dintre marginile plăcii, lăsând deoparte o distanță de marginea curbată egală cu deviația măsurată. Măsurați distanța de la pânza ferăstrăului până la marginea piciorului ferăstrăului (sub motor) și atașați ghidajul pe piesa de prelucrat, punându-l la această distanță față de marcajul pe care l-ați făcut. Efectuați tăietura deplasând lama ferăstrăului de-a lungul ghidajului. Pentru a realiza un ghidaj durabil care previne, de asemenea, ciobirea și se instalează rapid de-a lungul liniei de tăiere, consultați planurile de pe pagina următoare.

Îndepărtând căderea de-a lungul întregii lungimi a acestei plăci (stânga), veți pierde mult material sub formă de deșeuri, iar spațiile goale rezultate vor fi înguste. Împărțind această placă în două părți (dreapta), puteți obține piese mai largi.
Cel mai rău caz: îndoire semnificativă
Înainte de a procesa o astfel de placă, stabiliți mai întâi cum să o eliminați cel mai bine. Îndepărtând căderea unei plăci de 3 m lungime, veți irosi mult lemn, așa cum demonstrează poza de mai jos. Dacă chiar ai nevoie de o placă lungă, încearcă să alegi o placă cu curbură mai mică. Dacă trebuie neapărat să obțineți piese lungi din plăci puternic curbate, aveți trei opțiuni: tăiați-le longitudinal cu un ferăstrău circular, folosiți o sanie pentru un ferăstrău circular sau folosiți un ferăstrău cu bandă cu un gard extins - cu condiția ca lungimea ferăstrăului circular. piese de prelucrat nu depășește 0,9 m ferăstrău cu bandă plăcile mai lungi vor crea doar dificultăți suplimentare.

Realizați un ghidaj anti-așchi pentru tăiere și frezare
Puteți realiza două ghidaje (1,2 m și 2,4 m lungime) pentru a fi utilizate cu piese de prelucrat de lungimi diferite. Conceput pentru a funcționa cu un ferăstrău circular și un router specific, aceste ghidaje pot fi realizate dintr-o singură foaie de placaj de 13 mm grosime. (Recomandăm să folosiți placaj care are ambele părți șlefuite.) Iată cum se face.

- Cu ajutorul unui cordon de cretă, marcați o linie de-a lungul întregii foi de placaj la o distanță de 280 mm de margine. Tăiați foaia de-a lungul acestei linii cu un ferăstrău circular.
- Faceți tăieturile rămase de-a lungul ghidajului, folosind marginea din fabrică a benzii tăiate ca aceasta. Din partea rămasă a foii, tăiați două benzi de 51 mm lățime, două benzi de 203 mm lățime și o bandă de 280 mm lățime.
- Ferăstrău benzile de placaj la lungimea indicată mai sus poza de mai sus,și apoi asamblați ghidajele. Îndepărtați cu grijă orice adeziv expus.
- Când lipiciul s-a uscat, fixați ghidajele pe bancul de lucru, lăsând o surplosă necesară pentru tăierea ulterioară. Folosind un ferăstrău circular cu lama pe care o utilizați în mod normal, faceți o tăietură de-a lungul marginii late a gardului, trecând ferăstrăul de-a lungul gardului, așa cum se arată mai jos. Faceți același lucru de la cealaltă margine a ghidului, dar folosind un router. Pe viitor, atunci când frezați de-a lungul ghidajului, utilizați o freză de același diametru ca și pentru tăierea inițială.

Când prelucrați lemn, nu vă puteți lipsi de un avion. Nu toată lumea poate folosi un avion de mână profesional. Dar există rindele electrice pe care oricine le poate stăpâni. Acest instrument vă permite să obțineți rezultate excelente după doar un scurt antrenament.
Un avion în mâinile unui dulgher profesionist poate face literalmente minuni. Dar durează ani pentru a stăpâni acest instrument într-o asemenea măsură. Pentru meșterul de acasă Pentru cei care ar dori să învețe să rindeau mai repede, le putem recomanda achiziționarea unei rindele electrice. În plus, nu este dificil de stăpânit, atunci când folosești un astfel de avion, nu trebuie să faci mult efort: motorul electric îl „salva”.
Puteti procesa curat marginile placilor sau pieselor inguste cu o rindea electrica fara a avea nicio experienta in manipularea acestui instrument, adica prima data.
Prelucrarea suprafețelor mari va necesita o anumită abilitate.
Este important aici să se prevină formarea de caneluri inestetice între trecerile individuale ale planului, ceea ce se întâmplă dacă unealta nu este poziționată și ghidată cu precizie. Prin urmare, este mai bine să-l încercați mai întâi pe lemn ieftin. Așadar, așezați scândurile brute după ce ați tăiat pe un plan, lipiți-le împreună, conectându-le între ele cu țevi de inserție, apoi încercați să planificați placa rezultată până când are o suprafață netedă.
Rindeaua electrică poate fi condusă peste o piesă de lucru fixă sau instalată pe un banc de lucru și piesa de prelucrat a trecut prin aceasta.
În acest capitol vă vom spune cum să utilizați corect o rindea electrică.
Instalare
Atât pentru rindelele manuale, cât și pentru cele electrice, adâncimea de tăiere poate fi reglată (de obicei în intervalul de la unu până la trei milimetri). Mai mult, pentru un avion de orice tip, regula este adevărată: cu cât adâncimea de tăiere stabilită este mai mică, cu atât este mai mic riscul ca lucrarea să nu reușească. Se întâmplă, de exemplu, ca la sfârșitul unei treceri planul să fie apăsat involuntar mai tare, ceea ce face ca marginea piesei de prelucrat să fie rotunjită. Dar acest lucru este mai ușor de evitat dacă cuțitele rotative abia se ridică deasupra tălpii uneltei. Și, în general, cu cât stratul de lemn pe care cuțitele de rindeau electric îl îndepărtează este mai subțire, cu atât urmele de la trecerile sale sunt mai invizibile.
Creșteți treptat
La prelucrarea lemnului nerinuit, mai întâi setați planul la o adâncime de tăiere relativ mare, apoi, înainte de fiecare nouă trecere, reduceți-l treptat.
Pe măsură ce experiența se acumulează, vine dexteritatea, capacitatea de a manipula corect avionul și, în special, capacitatea de a-l retrage la sfârșitul trecerii, împiedicând rotunjirea marginii de fugă a piesei. Acum puteți încerca să îndepărtați stratul maxim de lemn atunci când selectați un pliu, pentru a prelucra marginea nu în zece treceri, ci în doar patru sau cinci. Cât de precis este setată adâncimea de tăiere, care este determinată de poziția din față a plăcii de bază a avionului în raport cu spatele acesteia, poate fi verificată cu ușurință folosind o riglă.

Poziția din față a tălpii plane poate fi reglată astfel încât lamele rotative să îndepărteze mai mult sau mai puțin lemn.
Direcția de planificare

Este mai bine să rindeți în direcția fibrei lemnului atât cu o rindelă manuală, cât și cu o rindelă electrică.
Una dintre regulile de bază pentru lucrul cu un plan de mână este să ghidați unealta numai în direcția fibrei lemnului. Și deși cuțitele unei rindele electrice care se rotesc cu viteză mare afectează materialul diferit față de o freză avion de mână, totusi, si aici rezultatele vor fi mult mai bune daca respectati regula specificata, dovedita in mod repetat. Dar nu există reguli fără excepții. De exemplu, suprafețele plăcilor asamblate din mai multe plăci sau bare de grosimi diferite, adică cu proeminențe vizibile, ar trebui tratate diferit. În astfel de cazuri, o suprafață plană poate fi obținută mai rapid dacă rindeaua electrică este ținută în unghi față de direcția granulei lemnului.

Suprafețele pieselor asamblate din elemente diferite, netezește-l prin mișcarea planului electric într-un unghi față de cusăturile adezive.
Margini
Când se prelucrează sau, după cum spun experții, se rindeau marginea unei plăci cu un plan, este foarte important, în primul rând, să ghidezi unealta exact în unghi drept față de suprafața piesei și, în al doilea rând, când te apropii de marginea din spate, nu apăsați prea tare avionul.
Doar cei care mânuiesc instrumentul cu încredere și îl simt bine pot reuși să prelucreze curat muchia fără a recurge la mijloace improvizate. Prin urmare, este mai bine pentru un începător să folosească un opritor unghiular în combinație cu o rindea electrică fixă, care vă va permite să ghidați mai precis piesa și să evitați teșirea marginii tăiate. Opritorul de colț instalat formează un unghi drept cu talpa planului, iar dacă piesa se potrivește întotdeauna strâns pe opritor, atunci talpa planului este întotdeauna perpendiculară pe aceasta.
Îngrijire adecvată
Pentru ca opritorul să asigure poziția corectă a piesei, acesta trebuie să fie bine asigurat. Când utilizați opritorul pentru o perioadă lungă de timp, este necesar să verificați periodic dacă au apărut abateri de la instalarea sa inițială și, dacă este necesar, să strângeți șuruburile de fixare. De asemenea, este necesar să se inspecteze suprafața de lucru a opritorului din când în când, deoarece pe ea pot apărea depuneri de rășină. Periodic, ar trebui să spălați atât suprafața opritorului, cât și talpa avionului cu white spirit, asigurând astfel o bună alunecare a piesei de prelucrat.

Placa, așezată pe marginea sa, ar trebui să se potrivească perfect pe opritorul de colț. Acest lucru asigură că planul va tăia marginea piesei exact în unghi drept față de suprafața principală.
Teșire
Marginile ascuțite ale plăcilor sau plăcilor se pot așchi. Prin urmare, sunt „tocite”, adică sunt teșite. Părțile care ulterior vor fi lăcuite ar trebui să fie, de asemenea, supuse unui tratament similar, care va evita tranzițiile dure de la o suprafață lăcuită la alta.

Degajarea triunghiulară din talpă, pe care o au toate rindelele electrice, facilitează formarea unui teșit (teșit) pe marginea piesei.
Toate rindelele electrice au o crestătură triunghiulară pe talpă, ceea ce facilitează formarea unui teșit. Dar puteți folosi și un ecartament mitra, setându-l la un unghi de 45 de grade față de suprafața bancului de lucru. La crestarea teșiturilor, opritorul trebuie să se potrivească strâns pe piesa de prelucrat. După finalizarea lucrării, nu uitați să readuceți opritorul în poziția anterioară, adică să îl setați la un unghi de 90 de grade.

Dacă trebuie să planificați întreaga margine a unei piese cu o teșire, atunci ecartamentul este setat la un unghi de 45 de grade.
Creșterea rabatului pe margine
Pentru un plan manual convențional, selectarea unei rabat - o canelură dreptunghiulară de-a lungul marginii unei piese - este o sarcină imposibilă (aici aveți nevoie de un instrument special de rindeluit - un selector sau o rabat). Dar chiar și un începător poate face față cu succes acestei operații dacă are la dispoziție o rindea electrică, un opritor unghiular și un limitator de adâncime de tăiere.
Selectarea unui pliu cu lățimea necesară
Opritorul unghiular este instalat la o distanță dată de piesă. În acest fel, limitează lățimea de rindeluire și în același timp asigură un unghi drept între plan și marginea piesei de prelucrat. Un limitator de adâncime de tăiere este instalat în partea dreaptă a avionului. Acum, cu un avion ale cărui lame ar trebui să aibă atingerea maximă (cuțitele trebuie mai întâi bine fixate pe marginea exterioară dreaptă a tălpii și acoperite parțial cu o mică placă pliabilă), treceți după trecere - până când limitatorul de adâncime lovește izvor de lângă faldă.
La sfârșitul unei treceri, nu trebuie să exercitați presiune pe plan de sus: atunci când partea din față a tălpii alunecă peste marginea piesei, limitatorul de adâncime de tăiere nu funcționează întotdeauna și cuțitele plane pot tăia prea adânc. lemnul.
Când plănuiți o rabat la capătul unei plăci, nu trebuie să mutați avionul prea repede la margine, altfel pot exista așchii. Cu toate acestea, este de remarcat faptul că riscul de așchiere la prelucrarea capetelor pieselor cu un avion electric este mult mai mic decât la prelucrarea manuală.

Alegerea unei feșuri de lățime și adâncime necesare este asigurată de un opritor unghiular și un limitator de adâncime de tăiere.
Imitație de finisare brută
Cuțitele de rindeau electric, de regulă, au două tăișuri, iar dacă cuțitele devin tocite pe o parte, ele sunt pur și simplu răsturnate. Desigur, cel mai des sunt folosite cuțite cu margini tăietoare drepte. Dar astfel de cuțite pot fi înlocuite cu cele rustice - cu margini de tăiere ondulate (înlocuirea cuțitelor care sunt fixate cu șuruburi pe axul cuțitului este o procedură simplă).

Muchiile de tăiere ondulate ale cuțitelor de rusticare lasă șanțuri paralele pe suprafața lemnului.
Fotografia de mai jos arată cum arată suprafața lemnului, prelucrat cu cuțite de rusticare. Rețineți că capătă acest aspect în urma a cel puțin două treceri cu un avion. La prima trecere, cuțitele taie șanțuri paralele. În timpul celei de-a doua treceri, avionul este deplasat cu ușoare deplasări, mai întâi într-o direcție, apoi în cealaltă, astfel încât să rămână caneluri aleatorii, iar suprafața lemnului pare să fi fost prelucrată manual cu un topor sau o daltă. Dacă unele zone sunt prea netede sau ordonate, atunci faceți o a treia trecere cu avionul, obținând o suprafață foarte texturată - una care ar fi considerată grosieră în sensul obișnuit.

Prin rindeluire repetată se obține textura dorită: punțile dintre caneluri sunt tăiate și suprafața apare prelucrată aleatoriu.
Ciclism
Ciclul îndepărtează toate neregulile rămase după prelucrarea suprafeței lemnului cu un plan. După prelucrarea cu o rindea electrică, suprafața nu este absolut plană și netedă: chiar și după cea mai atentă muncă, rămân urme mai mult sau mai puțin vizibile care trebuie îndepărtate. Mai întâi, suprafața este tratată cu o racletă, apoi cu șmirghel fin.
Lama tsikli trebuie să fie ascuțită și dreaptă. Este purtat de-a lungul lemnului la un unghi ușor în direcția bobului. Lama tsikli taie tuberculii mici (punți între trecerile avionului) și fibrele proeminente. Ciclul îndepărtează uniform așchiile sub formă de „bucle” mici și subțiri.
Cicluri de ascuțire
După o utilizare prelungită, lama devine tocită. Acest lucru se manifestă astfel: racleta încă taie așchii subțiri de pe suprafața netratată și neuniformă a lemnului, dar în loc de nereguli vechi apar altele noi. Aceasta înseamnă că ciclul trebuie ascuțit.
După șlefuire, suprafața lemnului este tratată cu șmirghel cu granulație fină (granulație 180). Rezultatul va fi mai bun dacă suprafața este mai întâi umezită cu apă, apoi uscată și șlefuită din nou cu șmirghel proaspăt. Apa face ca fibrele de lemn să se umfle, iar cele tăiate se îndreaptă și deci se taie mai bine.

Ciclul îndepărtează punțile dintre semnele plane și toate neregulile care rămân încă pe suprafața lemnului.
O teșitură este suprafața unui produs care se formează în timpul prelucrării produselor laminate sau a țevilor prin teșirea marginii de capăt a materialului. Teșirea este necesară pentru a pregăti marginile tablelor, grinzilor și țevilor pentru sudare.
Principalele tipuri de teșituri sunt:
- "Gaz". Acesta este cel mai ieftin tip de teșire a țevii datorită calității sale scăzute. Cu toate acestea, acest tip este unul dintre cele mai comune. Acest teșit este îndepărtat folosind. Teșirea „Gas” poate fi realizată și în câmp. Suprafața sa are de obicei caneluri caracteristice, care sunt formate dintr-un curent de gaz (propan sau acetilenă).
- "plasma". În exterior, acest tip de teșit nu este practic diferit de „mecanică”. De asemenea, poate fi clasificat ca „fabrică”. Un teșit „Plasmă” este un tăietor cu plasmă cu aer, un compresor și un compresor care forțează tăietorul să se miște strict într-un cerc atunci când se stabilește un unghi de teșire specific.
- "Mecanica". Acesta este un teșit din fabrică, cel mai mult cea mai buna calitate. Pentru teșire „mecanici” și sunt utilizate. Pe piața țevilor, această teșire este utilizată în principal datorită calitate superioară teşituri.
Care este scopul teșirii? La sudarea pieselor de prelucrat, are loc pătrunderea metalului, ceea ce asigură ulterior că marginile sunt conectate între ele. Dacă grosimea metalului este mai mare de 3-5 mm, obținerea unei conexiuni complete și de înaltă calitate devine dificilă. Pentru a obține o penetrare de înaltă calitate, se efectuează acest tip de prelucrare: vă permite să creați un așa-numit bazin de sudură, care este umplut cu un compus de sudură în timpul procesului de sudare. Este important să ne amintim că muchia pregătită pentru sudare este o muchie cu teșit și tocitură (a se vedea figura și denumirile sale de mai jos).
Tipuri de teșituri (metode de tăiere a muchiilor).
Există trei metode principale de pregătire a muchiilor pentru sudare: în formă de Y, în formă de X și în formă de J. Uneori, în unele surse ele sunt desemnate prin literele: V, K și, respectiv, U. Aici și mai jos, metodele de mai sus vor fi desemnate cu literele: Y, X. J. Cel mai adesea, se efectuează tăierea marginilor în formă de Y, dar există și o metodă în formă de X. În cazuri speciale când există cerință crescută la calitatea sudurii, se folosește o teșitură în formă de J, adică o teșitură cu o suprafață curbată (a nu se confunda cu curbiliniaritatea marginilor!).
În plus față de principalele metode de prelucrare a marginilor Y, X. J, există o serie de preparate de margine. Nu sunt atât de rare, iar descrierea lor nu poate fi găsită peste tot. De exemplu, GOST 5264-80 descrie tipul de conexiune cap la cap cu o împletitură de margine ruptă; simbol – C14.
Diagramele de mai sus prezintă câteva exemple de metode de procesare:
1: exemplu de metodă de teșire în formă de Y;
2, 3, 4: exemple de metodă de teșire în formă de X;
5: Prelucrarea în formă de Y a capetelor a două țevi cu racordarea ulterioară a acestora;
Metode de teșire.
Există două moduri de a îndepărta un teșit: mecanic și termic (Tabelul 1). Teșirea mecanică se realizează cu mașini de frezat, despicat muchii și de rindeluit muchii. Pentru teșirea termică se folosesc mașini de tăiat cu gaz (staționare sau portabile), care efectuează tăierea cu plasmă sau oxi-combustibil. Cu toate acestea, metoda mai preferată este cea mecanică, deoarece elimină modificările fizice și proprietăți chimice material din cauza supraîncălzirii. După cum se știe, în timpul tratamentului termic se formează o așa-numită zonă de influență termică. Zona afectată termic este carburarea marginii din cauza supraîncălzirii materialului, care afectează sudarea și crește fragilitatea și fragilitatea marginii. Dar, în ciuda acestor dezavantaje, metoda termică este destul de comună datorită simplității și vitezei de aplicare și a costului relativ scăzut al echipamentelor.
Tabelul 1. Avantajele și dezavantajele termice și metode mecanice teşitură.
Tabelul 1 arată că teșirea termică se poate face rapid și ieftin. Dintre metodele de procesare descrise mai sus, mecanica este încă de preferat, deoarece vă permite să protejați metalul de supraîncălzire și de modificările ulterioare ale proprietăților fizice și chimice. În Occident, apropo, această metodă se numește tăiere la rece, adică un tip de prelucrare în care nu există niciun efect termic asupra metalului, ceea ce înseamnă că nu există modificări chimice și proprietăți fizice metal
Material video:
1. Tăierea țevii cu o mașină de tăiat cu gaz CG2-11G, teșirea simultană a țevii se realizează prin înclinarea tăietorului la unghiul necesar.
2. Teșirea unei țevi de 76x6mm folosind mașina Mongoose-2MT
3. Teșirea unei țevi folosind un tăietor teșit din seria TT, precum și tăierea unei țevi cu teșire folosind un tăietor de țevi despicat P3-SD
Grupul de companii SPIKOM oferă pentru furnizare echipamente pentru teșirea țevilor și a metalului folosind toate metodele de prelucrare de mai sus (gaz, plasmă, mecanică).
S-ar putea să fiți interesat și de:

Chiar și în primii ani ai puterii sovietice după respingerea intervenției militare străine și...

În societatea noastră nu există mulți oameni care să creadă serios în astrologice și altele similare...

Cerul înstelat este un dispozitiv de ghicire accesibil tuturor. Privind cerul cu atentie...

Chard, sau sfecla japoneză, împreună cu sfecla de masă, de zahăr și furajeră, are...

Gospodinele moderne își privesc în mod nemeritat atenția de rețete pentru mâncăruri de linte. Doar...

